The material handling industry is undergoing a massive transformation. Warehouses, manufacturing plants, logistics hubs, and distribution centers are adopting smarter, faster, and more connected systems. And at the heart of this revolution lies one powerful shift:
Predictive Maintenance and Smart Monitoring.
Instead of waiting for forklifts, pallet trucks, stackers, or reach trucks to break down, businesses are now moving toward predicting failures before they happen — ensuring uninterrupted uptime, safer operations, and significantly lower maintenance costs.
This evolution is redefining how industries think about asset performance and productivity.
1. The Problem with Traditional Maintenance
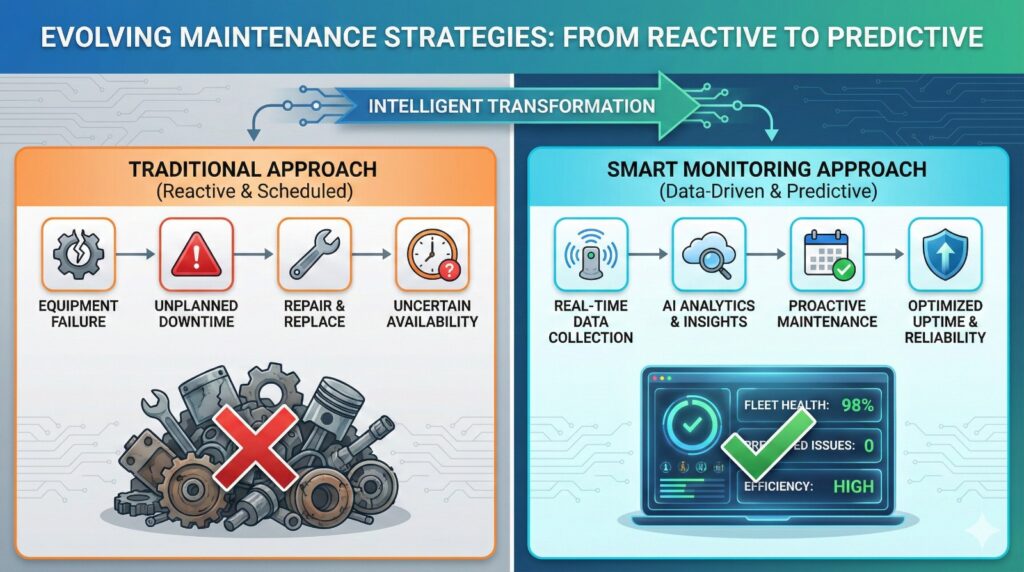
For decades, companies relied on two approaches:
- Reactive Maintenance — repair after breakdown
- Scheduled Maintenance — periodic check-ups, whether parts needed attention or not
While better than doing nothing, both models have inefficiencies:
- unpredictable downtime
- unnecessary part replacements
- hidden wear going unnoticed
- safety risks
- inconsistent equipment performance
Predictive maintenance solves all of these challenges with precision.
2. What Is Predictive Maintenance?
Predictive maintenance uses real-time data, sensors, performance logs, and analytics to identify potential issues before they disrupt operations.
Instead of reacting to a breakdown, the system alerts teams that:
- a forklift motor is overheating
- a hydraulic seal is nearing failure
- a battery is losing efficiency
- brake pads are at end-of-life
- a controller is drawing abnormal current
This data-driven insight allows the maintenance team to schedule repairs at the perfect time — not too early, not too late.
3. Smart Monitoring: The Brain Behind Predictive Uptime
Smart monitoring systems include:
- onboard sensors
- IoT devices
- telematics
- diagnostics modules
- real-time performance dashboards
These tools continuously track:
- load performance
- energy consumption
- temperature patterns
- vibration levels
- hydraulic pressure
- battery health
- usage hours
This gives businesses a complete, live picture of every MHE unit’s health.
4. The Business Benefits Are Massive
1. Higher Uptime
Equipment stays operational for longer, eliminating unexpected stoppages.
2. Lower Repair Costs
Issues are caught early when they’re inexpensive to fix.
3. Extended Equipment Life
Smart monitoring reduces strain and ensures correct usage.
4. Better Safety
Operators work with calm confidence knowing the equipment is healthy and monitored.
5. Increased Productivity
Predictive maintenance ensures smooth workflows without disruptions.
6. Smarter Spare Parts Planning
Parts are replaced only when necessary — improving inventory efficiency.
5. Why the Future of MHE Depends on Predictive Intelligence
The MHE environment is evolving rapidly — higher volumes, tighter delivery schedules, 24/7 operations, and rising safety standards.
To support this, companies need equipment that performs flawlessly.
Predictive maintenance makes that possible by:
- eliminating guesswork
- maximizing peak performance
- integrating maintenance into operational strategy
- enabling continuous improvement
In the coming years, this will move from an advanced option to the industry standard.
6. How MEL MHE Mobility Is Enabling the Future
With decades of expertise in MHE service and spare parts, MEL MHE Mobility is already shifting toward smarter maintenance practices.
MEL brings:
- precise diagnostics
- performance-based inspection
- data-backed maintenance scheduling
- lifecycle assessment of critical components
- fast-response service teams
- genuine, long-lasting spare parts
This combination allows industries to embrace predictive maintenance confidently — even before full IoT integration.
7. A Smarter, Safer, More Productive Tomorrow
Predictive maintenance and smart monitoring are not just technologies — they are the foundation of future-ready warehouses and factories.
Businesses that adopt them early will enjoy unmatched uptime, operational control, and cost efficiency.
The future of material handling is intelligent, connected, re